
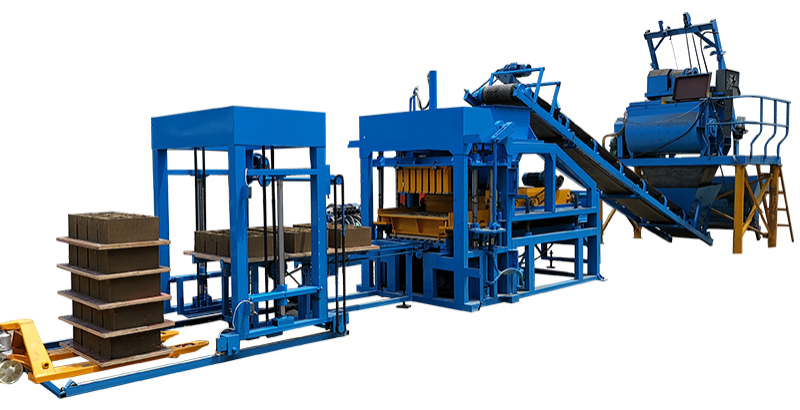
Բլոկների բարձր որակի և համասեռության ապահովման միջոցով Ցեմենտե աղյուսական մեքենաների արտադրության համար
Ճշգրտությամբ մշակված ճարտարապետություն՝ համասեռ խտության, չափային ճշգրտության և սերիայից սերիա կրկնելիության համար
Այսօրվա ցիմենտե բլոկների արտադրողները հենվում են ճշգրտության ինժեներական լուծումների վրա՝ արտադրելու համասեռ ամուր և հուսալի բլոկներ: Ավտոմատացված խառնման համակարգերը նյութերի խառնուրդների հարաբերությունները պահպանում են մոտավորապես 1 %-ի սխալով, ինչը ձեռք բերել անհնար է ձեռքով: Ձուլատակայքի վերահսկման դեպքում համակարգչային համակարգերը հազարավոր բլոկների վրա կարող են պահպանել չափսերը մեկ միլիմետրի կեսի սխալով: Այս ճշգրտության մակարդակը նշանակում է, որ բլոկները միանում են իրար անխաթար և չեն պահանջում ճշգրտումներ շինարարական հրապարակում: Սարքավորումները միավորում են թարթող տեխնիկան և հիդրավլիկ ճնշումը՝ յուրաքանչյուր բլոկի մեջ ստեղծելու համասեռ խտություն, ինչը վերացնում է այն թույլ տեղերը, որոնք առաջանում են նյութերի անհամասեռ սեղմման դեպքում: Ներքին համակարգերում ծրագրավորվող տրամաբանական կառավարիչները անընդհատ վերահսկում են արտադրության բոլոր ասպեկտները և անհրաժեշտության դեպքում կատարում են փոքրիկ ճշգրտումներ, որպեսզի այսօր արտադրված բլոկները համապատասխանեն ամսաթվեր անց արտադրված բլոկներին: Մեծ նախագծերի համար, որոնք իրականացվում են ժամանակի ընթացքում, տարբեր մատակարարումների միջև այս համասեռությունը կարևոր է կառուցվածքային ամրությունը պահպանելու և շինարարությունը հարթ շարունակելու համար: Եվ մի забացնենք նաև վերջնական տնտեսական արդյունքները: Արտադրողները հաղորդում են, որ հին ձեռքով մեթոդների համեմատ նյութերի ապակուտի մակարդակը նվազել է մոտավորապես 22 %-ով՝ առանց բլոկների կայունության ցուցանիշների վրա ազդելու:
Վիբրացիոն կոմպակտացում և հիդրավլիկ ճնշում. Ինչպես են դրանք բարելավում սեղմման դիմացկունությունը և կառուցվածքային ամրությունը
Բարձր հաճախականությամբ վիբրացիոն կոմպակտացումը վերացնում է բացարձակված օդը և օպտիմալացնում մասնիկների փաթեթավորումը, ինչը մեծացնում է կանաչ խտությունը 15–30%-ով: Այս ավելի խիտ և համասեռ մատրիցը նշանակալիորեն բարելավում է վերջնական սեղմման դիմացկունությունը: Հիդրավլիկ ճնշումը՝ կիրառված 2000–3500 PSI միջակայքում, հետագայում կոնսոլիդացնում է խառնուրդը՝ մասնիկները ամրացնելով մինչև սառեցումը: Այս ուժերը միասին ստեղծում են բլոկներ, որոնք ունեն գերազանց մեխանիկական հատկություններ.
| Բանաձև | Ձեռքով եղած մեթոդ | Մեքենայացված արտադրություն |
|---|---|---|
| Սեղմող ուժ | 3–5 ՄՊա | 7–12 ՄՊա |
| Արկանգի սպանում | 12–18% | 5–8% |
| Խտության տատանումներ | ±8% | ±1.5% |
Այս օպտիմալացված միկրոկառուցվածքը բարելավում է սեյսմիկ լարվածության, սառեցում-հալոց ցիկլերի և երկարատև միջավայրային ազդեցության նկատմամբ դիմացկունությունը՝ նպաստելով շենքերի շահագործման ժամկետի տասնամյակներով երկարացմանը և կյանքի ցիկլի ընթացքում սպասարկման ծախսերի նվազեցմանը:
Ապացուցված տևականություն. Մեքենայացված բետոնե բլոկների երկարատև աշխատանքային կատարումը
20-ամյա կյանքի ցիկլի տվյալներ ափամերձ և չոր միջավայրերից՝ կոռոզիայի դիմացկունություն, խոնավության կայունություն և եղանակային պայմանների ազդեցության դիմացկունություն
Քսան տարվա ընթացքում տարբեր կլիմայական պայմաններում անցկացված դաշտային փորձարկումները ցույց են տվել, որ գործարանում արտադրված բետոնե բլոկները հրաշալի են պահպանվում: Ափամերձ շրջաններում, որտեղ աղը մշտապես առկա է, այդ բլոկները երկու տասնամյակ անց կորցրել են իրենց ամրության 5%-ից պակասը, ինչը գերազանցում է ձեռքով պատրաստված բլոկների ցուցանիշները: Ինչու՞: Դա պայմանավորված է նրանց լավ կոռոզիայի դիմացկունությամբ, քանի որ դրանք ավելի քիչ թափանցելի են: Երբ մեքենաները միշտ խառնուրդը, դա ապահովում է մոտավորապես 92% համասեռ խտություն ամբողջ ծավալով, և հետևաբար ջրի կլանումը 40%-ով պակաս է, քան այն դեպքում, երբ աշխատողները ձեռքով են սեղմում դրանք: Այն շրջաններում, որտեղ տեղի են ունենում սաստիկ ջերմաստիճանային տատանումներ, ինչպես, օրինակ, անապատներում՝ տարվա ընթացքում հազարավոր տաքացման և սառեցման ցիկլերի պայմաններում, բետոնի սառեցման ժամանակ հիդրավլիկ ճնշման վերահսկվող ազդեցությունը նվազեցնում է միկրոճեղքերի առաջացումը սկզբից ի վեր: Սա նշանակում է, որ կառույցները երկար ժամանակ մնում են ամբողջական՝ առանց այն անհաճելի կտրվածքների, որոնք հետագայում առաջանում են մակերեսներից, կամ սպիտակ աղի արտադրյալների, որոնք հետագայում հայտնվում են մակերեսներին: Այս բոլորի հաջողության գաղտնիքը ոչ միայն լավ նյութերի մեջ է, այլև այն մեջ, թե ինչպես են արտադրողները մեկ շարքից մյուսը համարյա նույն պայմաններում վերարտադրում իդեալական սեղմման պայմանները:
ASTM C140-ով ստուգված հարվածային դիմացկունություն, սառեցման-հալման դիմացկունություն և մաշվելու դիմացկունություն
Անկախ փորձարկումները՝ համաձայն ASTM C140 ստանդարտների, ցույց են տալիս, որ մեր արտադրանքը բարձրագույն մակարդակի ցուցանիշներ է ցուցադրում բոլոր ուղղություններով: Մեր մեքենայացված բլոկները կարող են դիմանալ 400-ից ավելի սառեցման-հալման ցիկլերի, նախքան սկսել կորցնել իրենց մակերևույթի ամբողջականությունը (spalling), ինչը իրականում գերազանցում է խիստ եղանակային պայմաններ ունեցող շրջաններում սահմանված 250 ցիկլի ստանդարտային պահանջը: Հարվածային դիմացկունության դեպքում մենք ստացել ենք մոտավորապես 18 ՄՊա արժեք, որը մեզ տեղավորում է ճիշտ այն մակարդակում կամ նույնիսկ բարձր մակարդակում, քան որ մեծամասնության երկրներում պահանջվում է կառուցվածքային շինարարական աշխատանքների համար: Մենք կատարել ենք նաև մաշվածության փորձարկումներ, և հայտնաբերել, որ մեր մակերևույթները 50 000 պտույտից հետո մաշվել են 0,15 մմ-ից պակաս: Այս տեսակի մշակումը շատ կարևոր է այնպիսի օբյեկտների համար, ինչպես հետին մայթերը, պահապան պատերը և գործարանային հատակները, որտեղ մշտական շարժումը մեծ վնաս է հասցնում: Ի՞նչն է ապահովում այս բոլոր ցուցանիշները: Մեր ավտոմատացված հասունացման համակարգը, որն ունի ներդրված սենսորներ, վերացնում է մարդկային գործոնի անորոշությունները, օրինակ՝ ճիշտ երբ հանել բլոկները ձուլատակայքից կամ որքան խոնավություն պետք է պահպանվի մշակման ընթացքում:
Մասշտաբավորելի արտադրական արագություն և շահագործման արդյունավետություն՝ Ցեմենտե աղյուսական մեքենաների արտադրության համար
Արտադրողականության համեմատություն՝ կիսաավտոմատ (200–800 տախտակ/ժ) ընդդեմ ամբողջովին ավտոմատ (1500–3000 տախտակ/ժ) համակարգերի
Ցեմենտե բլոկների արտադրող մեքենաները կարող են կատարել տարբեր ծավալի աշխատանք՝ կախված աշխատանքի պահանջներից: Կիսաավտոմատ մոդելները սովորաբար մեկ ժամում արտադրում են 200–800 բլոկ, ինչը լավ է փոքր ծրագրերի համար, երբ շինարարները պետք է որոշ ճկունություն ունենան, սակայն միաժամանակ ցանկանում են բավարար քանակությամբ արտադրանք ստանալ: Իսկ ամբողջությամբ ավտոմատացված համակարգերի դեպքում այս մեքենաները միավորում են թրթռման մեխանիզմներ, ծանր ճնշիչներ և բլոկները ինքնուրույն դասավորող ռոբոտներ, որոնք մեկ ժամում արտադրում են 1500–3000 բլոկ: Այս արտադրանքի ծավալի այսպիսի աճը մեծ շինարարական հրապարակների համար իրոք օգտակար է, քանի որ նյութերը մատակարարվում են ճիշտ այն պահին, երբ դրանք անհրաժեշտ են, նվազեցնում է պահեստավորման ծախսերը և ապահովում է, որ բլոկները ամբողջ սերիայում միատեսակ են ինչպես տեսքով, այնպես էլ աշխատանքային հատկություններով՝ առանց լրացուցիչ վերապատրաստված աշխատողների ներգրավման: Եվ սա նույնպես կարևոր է՝ մեքենաները պահպանում են իրենց որակը՝ անկախ աշխատանքի արագությունից, քանի որ համակարգչային կառավարման համակարգերը ամբողջ արտադրանքի համար ստուգում են խտությունը, խոնավության պարունակությունը և չափսերը՝ ստեղծելով ճշգրտված սահմանային արժեքներ:
Տնտեսական առավելություններ՝ ծախսերի նվազեցում և մեծ մասշտաբի շինարարության մեջ ներդրումների վերադարձ
Աշխատավորների քանակի նվազեցում (մինչև 47 %), նյութերի պակասեցում (22 %) և նախագծերի ավելի արագ իրականացում՝ հիմնված NHB India-ի դեպքի ուսումնասիրության վրա (2023 թ.)
Ավտոմատացված բլոկների արտադրության անցումը ժամանակի ընթացքում իրական գումարային խնայողություններ է բերում։ Երբ ընկերությունները ընդունում են այս տեխնոլոգիան, սովորաբար նրանք տեսնում են աշխատավարձի պահանջների մոտավորապես 47 %-ով նվազում։ Սա նշանակում է, որ փորձառու աշխատակիցները կարող են կենտրոնանալ շինարարական տարածքում ավելի կարևոր աշխատանքների վրա՝ այլ ոչ թե կրկնվող բլոկների արտադրության վրա։ Բացի այդ, աշխատավարձերի և նոր աշխատակիցների վերապատրաստման վրա ծախսվող միջոցները նույնպես նվազում են։ Մեքենաները նաև խառնուրդի պատրաստումն ու սեղմումը կատարում են այնքան ճշգրտությամբ, որ հումքի թափոնները նվազում են մոտավորապես 22 %-ով։ Թափոնների նվազումը նշանակում է յուրաքանչյուր մեկական բլոկի ավելի ցածր արժեք, ինչը օգնում է հասնել այն կանաչ մատակարարման նպատակներին, որոնք այսօր շատ ընկերություններ համարում են կարևոր։ Սակայն իրական տարբերակիչ գործոնը այս համակարգերի աշխատանքի արագությունն է։ Ամբողջությամբ ավտոմատացված համակարգերը անընդհատ և առանց որակի անհամասեռության կարող են արտադրել ժամում 1500–3000 բլոկ։ Դա մենք իրական կյանքում նույնպես տեսել ենք։ Համաձայն Հնդկաստանի Ազգային բնակարանային բանկի վերջերս հրապարակված զեկույցի՝ ավտոմատացված բլոկների արտադրության անցում կատարած շինարարական ընկերությունները իրենց 500 միավորանոց հասանելի բնակարանների նախագծերը ավարտել են մոտավորապես 30 %-ով ավելի արագ, քան ավանդական մեթոդներով։ Աշխատավարձի և նյութերի վրա կատարված խնայողությունները համընկել են ֆինանսական վերլուծաբանների կանխատեսումների հետ, և ամենակարևորն այն է, որ ընկերությունները իրենց ներդրումները վերադարձրել են մեկ տարի և կեսից քիչ ժամանակում։
Հաճախ տրամադրվող հարցեր
Ինչ են օգտագործման առավելությունները ցեմենտե աղյուսական մեքենաների արտադրության համար ?
Առավելություններն են՝ բարձրորակ և համասեռ բլոկների ստացումը, սեղմման դիմադրության բարձրացումը, նյութերի պակասեցված թափոնները, ծախսերի նվազեցումը և շինարարական ժամանակահատվածների արագացումը:
Ինչպե՞ս է վիբրացիոն սեղմումը բարելավում բլոկների որակը
Վիբրացիոն սեղմումը վերացնում է բլոկի մեջ կայունացած օդը և օպտիմալացնում մասնիկների դասավորությունը, ինչի արդյունքում ստացվում է ավելի խիտ մատրիցա, որն ապահովում է սեղմման դիմադրության և մշակումային կայունության բարձրացումը:
Կիսաավտոմատ և ամբողջովին ավտոմատ ցեմենտե բլոկների արտադրման համակարգերի միջև ինչ տարբերություն կա
Կիսաավտոմատ համակարգերը սովորաբար արտադրում են 200–800 բլոկ ժամում, իսկ ամբողջովին ավտոմատ համակարգերը՝ մինչև 3000 բլոկ ժամում, ապահովելով ավելի բարձր արդյունավետություն և համասեռություն:
Բովանդակության աղյուսակ
- Բլոկների բարձր որակի և համասեռության ապահովման միջոցով Ցեմենտե աղյուսական մեքենաների արտադրության համար
- Ապացուցված տևականություն. Մեքենայացված բետոնե բլոկների երկարատև աշխատանքային կատարումը
- Մասշտաբավորելի արտադրական արագություն և շահագործման արդյունավետություն՝ Ցեմենտե աղյուսական մեքենաների արտադրության համար
- Տնտեսական առավելություններ՝ ծախսերի նվազեցում և մեծ մասշտաբի շինարարության մեջ ներդրումների վերադարձ
- Հաճախ տրամադրվող հարցեր